Konstrukcja dzwonu powinna zapewniać zadowalający dźwięk oraz odpowiednią wytrzymałość odlewu. O dźwięku i jego barwie decydują odpowiednio dobrane parametry: grubość i średnica dzwonu oraz stop, z którego wykonano odlew.

Do wykonania formy dzwonu konieczne jest przygotowanie dwóch wzorników odtwarzających profil wewnętrzny i zewnętrzny przyszłego dzwonu. Średniowieczni mistrzowie odlewnictwa wykreślali profil dzwonu na podstawie różnych matematycznych i fizycznych obliczeń oraz wiadomości przekazywanych w każdym warsztacie jako tajemnica zawodu. W tradycji odlewniczej dba się o to, by grubość ścianki w miejscu, gdzie uderza serce, zwana grubością wieńca lub pierścienia odsercowego, była dostosowana do siły uderzeń serca. Na podstawie tej grubości określano z reguły kształt i masę dzwonu. Zależność ta należała do podstawowych tajemnic ludwisarzy, chociaż można ją znaleźć w niektórych dawnych monografiach. Pierwsze zasady formowania kształtu dzwonów opublikował Vanoccio Biringuccio w postaci ryciny w swym dziele De la Pirotechnia wydanym w Wenecji w 1540 roku.
Rycina autorstwa Biringucico przedstawiająca zależność grubości wieńca dzwonu od jego masy

Grubość wieńca na rycinie zilustrowano długością paska, a masę dzwonu wyraża liczba zapisana rzymskimi cyframi (jednostką wagi jest funt). Z ryciny opisującej dzwony o masie od 10 do 10 000 funtów (34–3385 kg) wynika, że gruboścć wieńca dla dzwonu 10-funtowego powinna wynosić 1,3 cm, a wieniec dzwonu o masie 10 000 funtów powinien mieć grubość 8,8 centymetra. Na podstawie grubości wieńca obliczano średnicę i wysokość dzwonu. Według Biringuccio wysokość dzwonu powinna być równa czternastu grubościom wieńca, a średnica wieńca powinna wynosić 13 lub 14 jednostek grubości wieńca. Stosunek wysokości dzwonu bez korony do średnicy wieńca równy był 1,07.
Niektóre warsztaty ludwisarskie stosowały wysokość dzwonu równą 12-krotnej grubości wieńca, a średnicę podstawy wynoszącą od 12- do 15-krotnej grubości wieńca. Cechą charakterystyczną takich dzwonów jest przewaga średnicy dolnej nad wysokością bez korony.
Z czasem stosunek wysokości dzwonu do średnicy wieńca ulegał zmniejszeniu do 0,8. Według encyklopedii J. G. Krünitza Oekonomisch-technologische Encyclopädie z 1780 roku wysokość dzwonu równała się dwunastu grubościom wieńca, a średnica podstawy piętnastu grubościom wieńca.
W oparciu o ustaloną grubość dolnej krawędzi dzwonu i wymiar jego średnicy ludwisarze wyznaczali profil dzwonu. Wyznaczony profil był potrzebny do wykonania wzornika, czyli narzędzia do formowania modelu dzwonu. Sięgając do doświadczeń dawnych ludwisarzy, metodę wyznaczania profilu dzwonu opracował we Francji Marin Mersenne (1588–1648), a rozwinął Jacques Cochu, z zawodu budowniczy organów. Najpierw wyznaczano linię ukośną od punktu 0 do punktu A, odmierzając odcinek równy dwunastokrotnej grubości wieńca dzwonu. Następnie z punktu A odcinano cyrklem, odcinek AP równy 1/6 grubości dolnej krawędzi dzwonu, a z punktu P wyznaczano tym samym łukiem K i L. Przedłużając linię A0 o taki sam odcinek, wyznaczano punkt D, określający dolną krawędź wieńca dzwonu. Z kolei z punktu 0 wykreślano odcinek 0G równy półtorakrotnej grubości wieńca. Taki sam odcinek odkładano w odległości 5,5-krotnej grubości od punktu O. W ten sposób wyznaczono punkt H, od którego wykreślono punkt I, w odległości 1/3 + 1/15 grubości krawędzi, czyli 6/15 tej miary krawędzi. Następnie z punktu G tym samym promieniem rysowano łuk RR, podobnie z punktu 1 rysowano łuk QQ. Punkt F łączono z punktem D, stanowiącym odcinek dolnej krawędzi dzwonu. Z przecięcia obu łuków w punkcie F wykreślano łuk S. Łącząc punkt 1 stycznie z wyznaczonym łukiem, wykreślono pierwszy odcinek profilu płaszcza, zewnętrznej powierzchni dzwonu.
Geometryczny przebieg wykreślania profilu dzwonu potrzebnego do wykonania wzornika

Z punktu A i F wykreślono łuki o promieniu równym 12-krotnej grubości wieńca, a z punktu przecięcia wyznaczono tym promieniem łuk FH, pierwszy odcinek profilu wewnętrznej powierzchni dzwonu.
Przedstawiona metoda kształtowania geometrii przekroju dzwonu pochodząca z połowy XVIII wieku jest przez niektórych obecnych ludwisarzy nadal stosowana. Koronę dzwonu kształtowali ludwisarze dowolnie, choć jej postać była na ogół ustalona.
Budowa dzwonu rozpoczyna się od wykonania formy odlewniczej. Dawni ludwisarze dzwony odlewali, stosując metodę wosku traconego. Metodę tę znano już w czasach starożytnych. Polega ona na wykonaniu modelu dzwonu z materiału o niskiej temperaturze topnienia. Do wykonania modeli stosowano wosk pszczeli, łój oraz tłuszcz barani. Sam wosk pszczeli jako materiał na wykonanie modelu był zbyt kruchy. Średniowieczni ludwisarze stosujący metodę wosku traconego wykonywali model woskowy kształtowany w pozycji poziomej.
Z dobrze wyrobionej gliny przy pomocy szablonu rotacyjnie wykonywano rdzeń, który odwzorowywał wewnętrzny kształt dzwonu. Na wysuszony rdzeń nakładano warstwy przygotowanego wosku i przy pomocy obrotowego szablonu kształtowano powierzchnię zewnętrzną dzwonu. Po wykonaniu kształtu powierzchni zewnętrznej na model nanoszono woskowe dekoracje dzwonu. Na tak sporządzony woskowy model dzwonu nakładano warstwami specjalnie wyrobioną glinę, tworząc płaszcz, czyli stronę zewnętrzną formy dzwonu. Gotową formę podgrzewano, aby masa woskowa stopiła się i wypłynęła przez specjalny otwór u dołu formy. Po wytopieniu woskowego modelu zamykano otwór spustowy. Pustą przestrzeń po wytopionym wosku zalewano następnie gorącym ciekłym metalem. Po wystudzeniu rozbijano glinianą formę i wydobywano odlany dzwon.
W XV wieku w ludwisarstwie rozpowszechniła się nowa odlewnicza metoda dzwonu fałszywego. Technologia dzwonu fałszywego różniła się od wcześniejszej metody wosku traconego tym, że model dzwonu był gliniany, a nie woskowy, sama zaś forma była rozbieralna. Od tego też okresu rozpowszechnia się metoda pionowego formowania dzwonu, zastępując wcześniej stosowaną metodę formowania w pozycji poziomej. Metoda dzwonu fałszywego jest podstawową technologią stosowaną współcześnie w warsztatach ludwisarskich. Forma składa się z trzech części: rdzenia, dzwonu fałszywego i płaszcza.

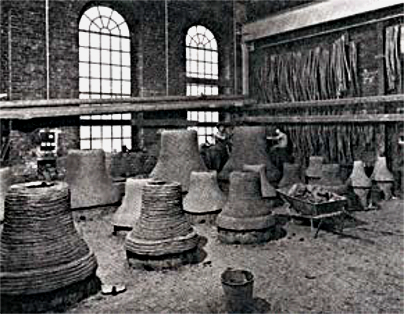

Wykonywanie rdzenia z cegieł i gliny, Rudolf Perner Glockengiesserei Passau
Pracę nad formą dzwonu rozpoczyna się zwykle od wymurowania z cegieł i gliny części wewnętrznej formy, zwanej rdzeniem. Zewnętrzna powierzchnia rdzenia po uformowaniu stanowi wewnętrzny profil budowanego dzwonu. Ponieważ dzwon należy do brył obrotowych, istotne staje się ustalenie osi jego symetrii. Ze środka rdzenia wyprowadza się sztywno i trwale zamocowany pionowy pręt stanowiący oś symetrii przyszłego dzwonu. Na pręcie umieszcza się poprzeczkę do osadzenia ramienia cyrkla przygotowanego szablonu profilu dzwonu. Wymurowany rdzeń formy okłada się masą formierską będącą mieszaniną gliny i nawozu końskiego. Powierzchnia zewnętrzna rdzenia formowana jest obrotowym szablonem z wyciętym profilem kształtu powierzchni wewnętrznej dzwonu. Po ukształtowaniu rdzenia i jego wysuszeniu przystępuje się do formowania kolejnej części formy, zwanej dzwonem fałszywym. Kształt dzwonu fałszywego powinien odzwierciedlać przyszły gotowy dzwon. Wysuszony rdzeń pokrywa się wilgotnym popiołem dla stworzenia warstwy izolacyjnej. W firmie Glockengießerei Schilling w Apoldzie stosowano popiół ze spalonych rogów baranich. Model fałszywego dzwonu wykonuje się zwykle z gliny zmieszanej z owczą wełną, którą nakładano na przygotowany rdzeń. Powierzchnię zewnętrzną dzwonu fałszywego wyrównuje się szablonem zamocowanym na obrotowym cyrklu. Obracający się szablon nadaje modelowi profil zewnętrzny gotowego dzwonu. Na powierzchni zewnętrznej dzwonu fałszywego nanosi się inskrypcje i dekoracje. Nanoszone modele inskrypcji i dekoracji wykonuje się z wosku odlanego w specjalnie wykonanych formach gipsowych. Następnie modele woskowych ozdób i inskrypcji mocowane są do powierzchni dzwonu fałszywego warstwą łoju zwierzęcego i stopionym woskiem.
Po naniesieniu inskrypcji i dekoracji dzwon fałszywy pokrywa się cienką warstwą mieszaniny talku z woskiem dla ułatwienia oddzielenia modelu od wykonywanej zewnętrznej części formy, zwanej płaszczem.
Następnie dzwon fałszywy pokrywa się warstwami masy formierskiej o konsystencji śmietany. Masę formierską do tej części formy sporządza się z drobnoziarnistej i przesianej gliny ilastej wymieszanej z owczą wełną. Rozcieńczoną masę formierską nanosi się na inskrypcje i ornamenty pędzlem, aż szczegóły przestaną być widoczne. Masa formierska o konsystencji papki nakładana jest na dzwon fałszywy przez polewanie lub nakładanie pędzlem. Każda warstwa masy formierskiej musi wyschnąć przed nałożeniem warstwy następnej. Kolejne warstwy gliny gęściejszej nakłada się już ręcznie. Tak przygotowaną formę suszy się, a następnie wypala, aby spowodować wytopienie woskowych modeli, napisów, plakiet i ornamentów na dzwonie fałszywym. Po wytopieniu wosku w płaszczu formy pozostają odciśnięte negatywy inskrypcji i dekoracji dzwonu. Kolejno nakłada się dalsze warstwy masy formierskiej na budowany płaszcz formy, przy czym do tejże masy oprócz wełny dodaje się także włókna konopi, aby lepiej wiązały całość. Gotowy płaszcz formy powinien być dłuższy od modelu dzwonu fałszywego, aby nie wystąpił przy zalewaniu formy wyciek ciekłego metalu.

Rudolf Perner Glockengiesserei Passau
Po ukończeniu płaszcza wykonaną formę rozdziela się na części dla usunięcia dzwonu fałszywego. Rozdzielenie płaszcza od dzwonu fałszywego wykonuje się przez podniesienie części zewnętrznej urządzeniem dźwigowym lub suwnicowym. Po zdjęciu płaszcza formy dzwon fałszywy jest rozbijany i usuwany. Odsłonięty rdzeń formy po usunięciu dzwonu fałszywego zwilża się według tradycji piwem i posypuje popiołem. Czynność ta zapobiega penetracji ciekłego metalu do ewentualnych szczelin w rdzeniu. Podobnie płaszcz formy od wewnątrz czerni się dymiącą smołą, co zapewnia uzyskanie gładkiej powierzchni zewnętrznej odlewnego dzwonu. Tak przygotowane formy są suszone. Następnie składa się formę odlewniczą z płaszcza nakładanego na rdzeń. Pomiędzy rdzeniem a płaszczem powstaje pustka po dzwonie fałszywym, przestrzeń ta kształtuje przyszły odlany dzwon.

Rudolf Perner Glockengiesserei Passau
Po złożeniu formy dzwonu składającej się z rdzenia i płaszcza pozostaje jeszcze zamontować przygotowaną formę korony dzwonu. Tradycyjna korona dzwonu składała się z trzpienia zwanego też kluczem i sześciu uszu. Formę korony sporządza się z gliny według przygotowanego modelu. Po wysuszeniu formy korony jest ona wmontowana w górną część płaszcza dzwonu. Połączenie form i ich uszczelnienie wykonuje się zaprawioną gliną. Końcową czynność stanowi wykonanie otworów w koronie służących do zalania spiżem formy oraz kanalików odpowietrzających. Forma dzwonu zostaje dodatkowo wzmocniona przez zbrojenie drutem i ściągnięta klamrami. Mechaniczne wzmocnienie płaszcza jest konieczne, aby forma mogła wytrzymać ciśnienie powstające podczas zalewania rozgrzanym metalem. Tak przygotowaną formę umieszcza się w jamie odlewniczej poniżej poziomu pieca i zasypuje ziemią. Forma obsypana w jamie jest mocno ubijana, aby ciśnienie powstające po zalaniu nie rozerwało jej.
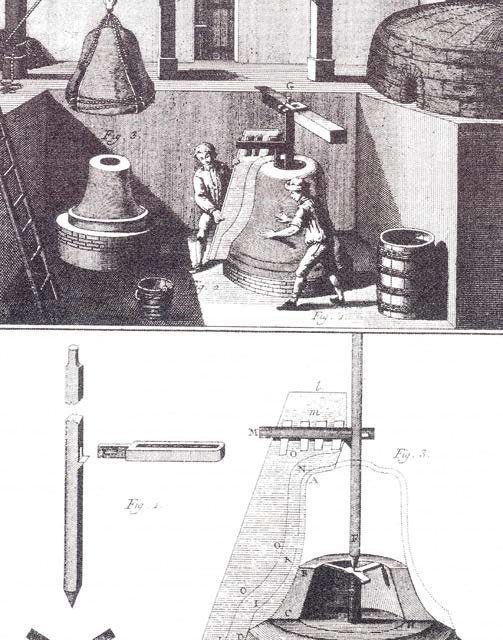
Na górze strony: Rycina przedstawiająca wykonywanie formy dzwonu
Źródło: Stefan Gierlotka, DZWONY. Historia, technologia wykonywania i napędy.









{kind=link}
Nowe komentarze